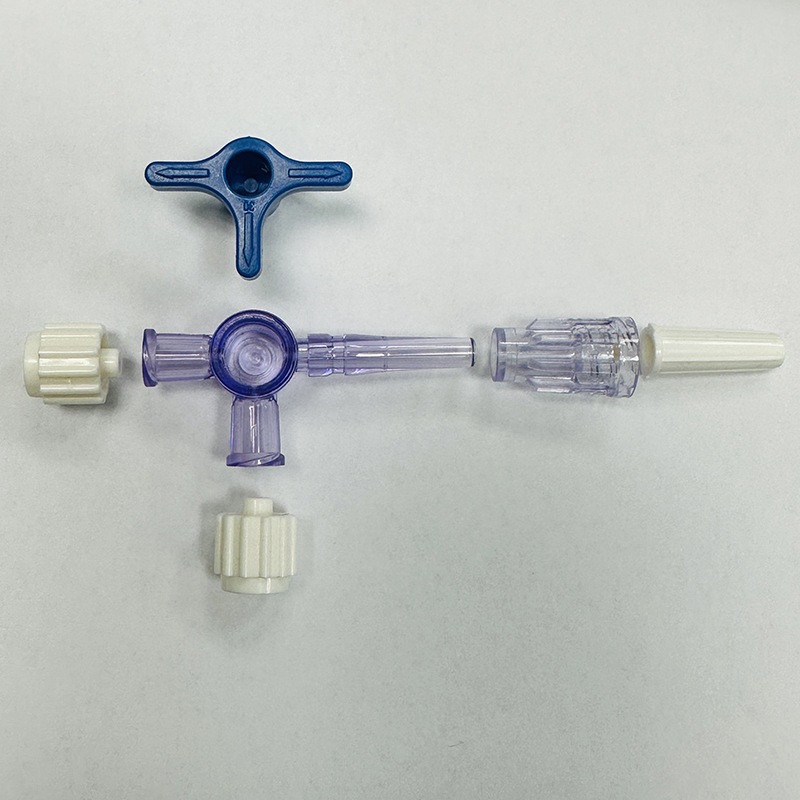
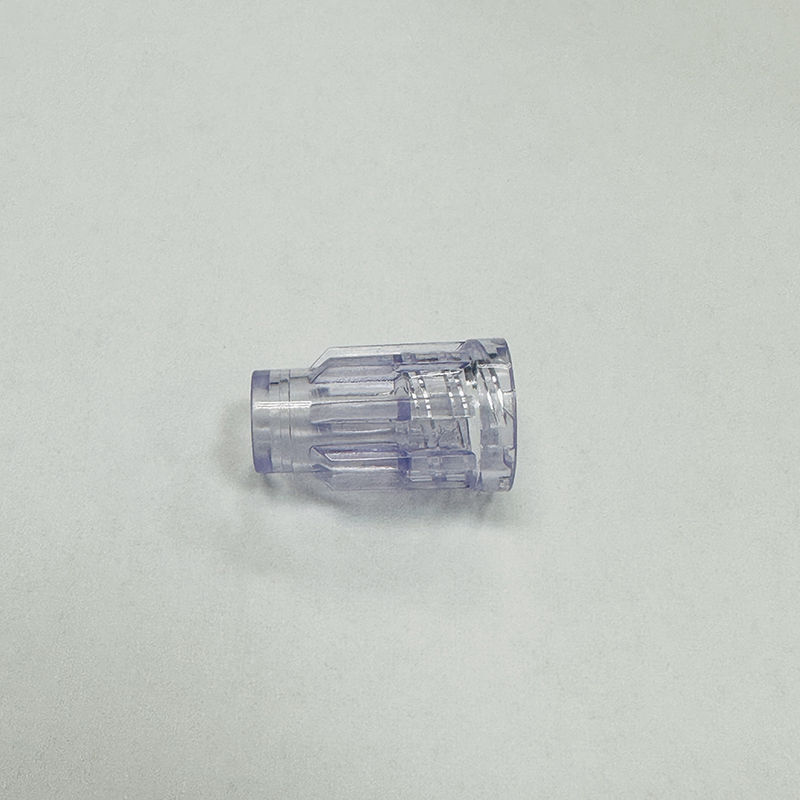
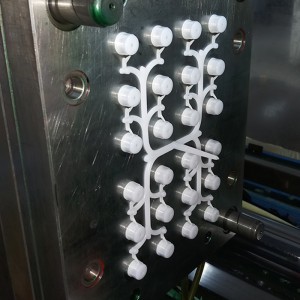
Balbula-moldea fabrikazio-prozesuan erabiltzen den tresna da, balbulak direnak likido edo gasen fluxua kontrolatzeko hainbat aplikaziotan, hala nola gailu medikoetan edo laborategiko ekipamenduetan. Hona hemen balbula-molde batek nola funtzionatzen duen hiru modu: Moldearen diseinua eta barrunbeen sorrera: Balbula-moldea balbularen nahi den forma eta funtzionaltasuna sortzeko diseinatzen da. Bi erdi edo gehiago ditu, normalean altzairuzkoak, elkartzen direnak material urtua injektatzen den barrunbe bat edo gehiago osatzeko. Moldearen diseinuak beharrezko ezaugarriak biltzen ditu, hala nola sarrera eta irteera atakak, zigilatzeko gainazalak eta kontrol mekanismoak, balbularen funtzionamendu egokia bermatzeko. Material urtuaren injekzioa: Moldea konfiguratu eta ondo itxita dagoenean, material urtua, normalean material termoplastiko edo elastomerikoa, barrunbeetan injektatzen da presio handiz. Injekzioa makineria espezializatua erabiliz egiten da, hala nola injekzio-moldeaketa makina bat, materiala kanaletatik eta moldearen barrunbeetara behartzen duena. Materialak barrunbeak betetzen ditu, gelditze-balbularen diseinuaren forma hartuz.Hoztea eta kanporatzea: Material urtua moldean injektatu ondoren, hozten eta solidotzen uzten da. Hoztea erraztu daiteke hozgarri bat moldean zehar zirkulatuz edo hozte-plakak erabiliz. Materiala solidotu ondoren, moldea irekitzen da, eta amaitutako gelditze-balbula barrunbeetatik kanporatzen da. Kanporatzea hainbat mekanismoren bidez lor daiteke, hala nola kanporatzaile-pinen edo aire-presioaren bidez. Kalitate-kontrolerako neurriak, akatsen ikuskapenak eta dimentsio-zehaztasuna barne, egin daitezke fase honetan gelditze-balbulak beharrezko zehaztapenak betetzen dituela ziurtatzeko.Oro har, ondo diseinatutako eta zehaztasunez fabrikatutako gelditze-balbula molde bat ezinbestekoa da fidagarritasunez funtzionatzen duten kalitate handiko gelditze-balbulak ekoizteko. Moldeak gelditze-balbulen ekoizpen eraginkor eta koherentea ahalbidetzen du, eta hainbat industriatan asko erabiltzen dira fluidoen kontrolerako aplikazioetarako.